Классификация агрессивных воздействий
Агрессивной считается среда, способная вступать в химическое или физическое взаимодействие с материалами конвейерной ленты, приводя к их деградации и потере эксплуатационных свойств. Для корректного выбора оборудования необходимо четко определить характер воздействующих факторов.
Температурные воздействия классифицируются следующим образом:
-
Низкие температуры: от -60°С до 0°С
-
Повышенные температуры: от +60°С до 120°С
-
Высокие температуры: от +120°С до 260°С и выше
Химические воздействия включают:
-
Кислоты и щелочи (pH менее 3 или более 11)
-
Окислители и растворители различной концентрации
-
Моющие средства для CIP-мойки (щел1очные и кислотные)
-
Агрессивные газы и пары промышленных производств

Физические воздействия представлены:
-
Маслами, жирами, топливом (минеральные, растительные, животные)
-
Водой, паром, повышенной влажностью
-
Абразивными материалами (руда, щебень, клинкер, стеклобой)
-
Биологическими средами (кровь, белковые загрязнения)
К физическим нагрузкам дополнительно относятся:
Специальные условия эксплуатации:
-
Взрывоопасные среды с требованиями Ex/ATEX
-
Электростатические заряды и их накопление
-
Ударные нагрузки и экстремальные механические воздействия
Почему универсальные ленты не решают задачу
Многие предприятия ошибочно полагают, что стандартные резинотканевые или ПВХ-ленты способны работать в любых условиях. Это заблуждение приводит к серьезным производственным проблемам и финансовым потерям.
Для стандартных лент ограничения проявляются в следующем:
Низкая абразивная стойкость становится причиной быстрого истирания рабочей поверхности при контакте с твердыми частицами. Химическая нестойкость приводит к тому, что постоянное воздействие масел, жиров и химических реагентов разрушает структуру материала на молекулярном уровне. Влагопоглощение корда вызывает разбухание тканевых прокладок и последующее расслоение ленты в условиях высокой влажности.
Биологическая нестойкость проявляется в том, что контакт с биологическими жидкостями приводит к образованию бактериальных очагов в микроповреждениях материала. Температурная нестабильность выражается в потере эластичности и растрескивании при экстремальных температурах.
Критически важно понимать, что даже шахтные конвейерные ленты, несмотря на повышенную механическую прочность, не предназначены для химически агрессивных сред. Их использование может привести к продольному удлинению, повышенному трению и созданию условий для опасных химических реакций.
Специализированные конструкции для агрессивных сред
Бескордовые (гомогенные) ленты
Бескордовые ленты имеют монолитную структуру без тканевого каркаса, что исключает основную причину разрушения в агрессивных средах. Их преимущества включают отсутствие зон накопления влаги и бактерий, устойчивость к постоянному контакту с жидкостями, возможность запайки кромок для пищевых производств и равномерное распределение нагрузок по всей толщине материала.
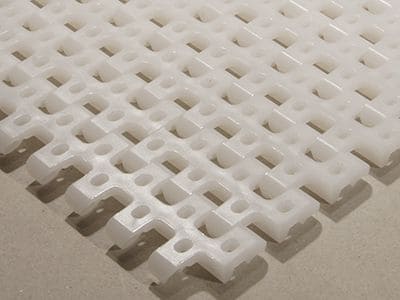
Модульные пластиковые ленты
Модульные конструкции состоят из заменяемых элементов, соединенных в единое полотно. Они обеспечивают эффективный дренаж через зазоры между модулями, высокую ремонтопригодность за счет взаимозаменяемости элементов, устойчивость к большинству химических воздействий и простоту очистки с дезинфекцией.
Резинотканевые химически стойкие ленты
Специализированные ленты с каркасом из EP/EE и обкладками из химически стойких резин подразделяются на несколько типов. NBR (нитрил-бутадиеновая резина) применяется для работы с маслами и топливом. EPDM (этилен-пропилен-диеновая резина) предназначена для щелочей, озона и пара. CSM/CR (хлоропреновая резина) обеспечивает умеренную химическую стойкость.
Износостойкие и химически стойкие ленты
Износостойкие ленты предназначены для работы в условиях повышенного абразивного износа и механических нагрузок. Они обладают повышенной стойкостью к истиранию, порезам и пробою, что особенно важно при транспортировке острых, колющих и тяжелых материалов. Благодаря усиленной структуре и специализированным резиновым смесям такие ленты обеспечивают увеличенный срок службы даже в условиях постоянных ударных и динамических воздействий. Дополнительно ряд модификаций сочетает механическую стойкость с устойчивостью к агрессивным химическим средам.
Высокотемпературные композиты
Для экстремальных температурных условий применяются специализированные решения. Ленты на основе стеклоткани с покрытиями PTFE (тефлон) выдерживают температуры до 260°С. Силиконовые композиты работают при температурах до 230°С. Металлические сетчатые транспортеры используются при температурах свыше 260°С.
Материалы изготовления и их характеристики
Поливинилхлорид (ПВХ)
ПВХ-ленты подразделяются на специализированные типы в зависимости от области применения. Ленты с повышенной абразивной стойкостью характеризуются твердостью рабочей поверхности в среднем 65-85 единиц по Шору А, при этом модели повышенной износостойкости достигают 92 единиц. Температурный диапазон составляет от -10°С до +70°С, а специальные серии работают в диапазоне от -30°С до +100°С. Толщина полотна варьируется от 1 до 6 мм с разнообразием фактур от глянцевой до рельефной «вафельной».
Ленты с повышенной масложиростойкостью демонстрируют устойчивость к нефтепродуктам и пищевым жирам, могут применяться на пищевых производствах при наличии сертификата FDA, не имеют собственного запаха и не впитывают запахи транспортируемых продуктов.
Полиуретан (ПУ)
Полиуретановые ленты превосходят ПВХ по многим эксплуатационным характеристикам. Твердость поверхности достигает 92 единиц по Шору А. Температурный диапазон составляет от -60°С до +110°С с возможностью кратковременного повышения до +140°С. Высокая эластичность позволяет использовать минимальные диаметры валов от 4-6 мм против 20 мм у ПВХ. Материал устойчив к растрескиванию и образованию бактериальных очагов, обладает превосходной химической стойкостью.
Термопластичный полиуретан (ТПУ)
ТПУ представляет наиболее совершенный тип полиуретановых покрытий с расширенным температурным диапазоном от -60°С до +110°С. Материал позволяет наносить антибактериальные покрытия, обладает повышенной химической стойкостью к гидролизу и идеальными свойствами для CIP-мойки.
Сводная таблица применимости материалов
|
Материал
|
Температура, °С
|
Химстойкость
|
Масла/жиры
|
Абразив
|
Мин. Ø барабана, мм
|
Пищевая
|
Особенности
|
|
ПВХ (пищевой)
|
-10...+70
|
ограниченная
|
хорошая
|
средняя
|
≥20
|
да
|
экономичность, широкий выбор фактур
|
|
ПУ (покрытие)
|
-60...+110 (+140 кратковременно)
|
высокая
|
отличная
|
высокая
|
4-6
|
да
|
гибкость, гигиеничность
|
|
ТПУ (монолит)
|
-60...+110
|
повышенная
|
отличная
|
высокая
|
6-10
|
да
|
CIP-мойка, запайка кромок
|
|
NBR-резина
|
до +120
|
средняя
|
отличная
|
очень высокая
|
≥200
|
есть серии
|
маслобензостойкость
|
|
EPDM-резина
|
-50...+150
|
высокая к щелочам
|
хорошая
|
очень высокая
|
≥200
|
есть серии
|
щелочестойкость, пар
|
|
PTFE/стеклоткань
|
-170...+260 (+360 кратковременно)
|
исключительная
|
отличная
|
средняя
|
≥80-120
|
да
|
антиадгезия, печи
|
|
Силикон/стеклоткань
|
-50...+230
|
высокая
|
отличная
|
средняя
|
≥60-100
|
да
|
термостойкость
|
|
Модульные PE/PP
|
PE: -50...+60, PP: 0...+100
|
высокая к воде
|
хорошая
|
средняя
|
по звездочке
|
да
|
дренаж, ремонтопригодность
|
Специализированные ленты для конкретных условий
Кислото- и щелочестойкие ленты
Для транспортировки агрессивных химических веществ применяются специализированные серии, характеристики которых представлены в следующей таблице:
|
Тип ленты
|
Тип ткани прокладки
|
Количество прокладок
|
Прочность при разрыве, Н/мм
|
Условия эксплуатации
|
|
2КЩ
|
ТК-300-2
|
5
|
1500
|
средние
|
|
2ЛКЩ, 4КЩ
|
БКНЛ-65-2
|
3
|
165
|
легкие
|
|
2ЛКЩ, 4КЩ
|
ТК-200-2
|
2
|
400
|
легкие
|
|
2ЛКЩ, 4КЩ
|
ЕР-200
|
3
|
600
|
легкие
|
|
2ЛКЩ, 4КЩ
|
ЕР-200
|
4
|
800
|
легкие
|
Расшифровка обозначений указывает, что 2КЩ предназначены для средних условий эксплуатации, а 2ЛКЩ, 4КЩ — для легких условий эксплуатации.
Рекомендации по применению в зависимости от условий
|
Условия эксплуатации
|
Рекомендуемые решения
|
Обоснование
|
|
Кислоты/щелочи (pH >11, до 60°С)
|
Резинотканевые кислото-/щелочестойкие (EPDM), ТПУ
|
EPDM устойчив к щелочам и пару, ТПУ — к гидролизу
|
|
Масла/жиры/топливо
|
NBR-резина, ПУ/ТПУ, специальные ПВХ
|
NBR и ПУ устойчивы к углеводородам
|
|
Постоянная влага, частая мойка
|
Гомогенные ПУ/ТПУ, модульные
|
Отсутствие корда исключает расслоение
|
|
Высокая абразивность
|
Резинотканевые износостойкие, усиленный каркас EP
|
Высокая твердость, низкая потеря объема
|
|
Высокая температура 120-200°С
|
Силиконовые/PTFE композиты
|
Сохранение свойств при нагреве
|
|
Низкая температура -40...-60°С
|
ТПУ, модульные PE
|
Сохранение эластичности
|
|
Биосреды, гигиена
|
Гомогенные ПУ/ТПУ (синие), антибактериальные
|
Легкая очистка, отсутствие пор
|
|
Взрывоопасные среды
|
Антистатические по ISO 284, огнестойкие
|
Снижение риска искрообразования
|
Критерии выбора и опросный лист
Для корректного подбора конвейерной ленты необходимо предоставить комплексную техническую информацию по следующим категориям.
Характеристики транспортируемого продукта должны включать наименование и фракцию материала, удельную нагрузку в кг/м², степень абразивности и наличие острых кромок, а также температуру материала на момент транспортировки.
Параметры агрессивной среды требуют указания конкретных химикатов с их концентрациями, температурного профиля (минимальные, номинальные и максимальные значения), времени контакта агрессивных веществ с лентой, а также режимов мойки и дезинфекции.
Механические параметры конвейера включают ширину ленты в миллиметрах, скорость движения в м/с, диаметры приводного и натяжного барабанов в миллиметрах, общую длину конвейера и угол наклона, характер и интенсивность ударных нагрузок.
Специальные требования охватывают пищевую пригодность согласно FDA/EU 10/2011, антистатические свойства по ISO 284, огнестойкость по ISO 340, требования для взрывоопасных зон Ex/ATEX, а также необходимую цветовую кодировку.
Техническое обслуживание в агрессивных средах
Монтаж и стыковка
Для различных типов лент применяются специфические методы соединения, обеспечивающие герметичность и долговечность стыка. ПУ/ПВХ ленты предпочтительно соединяются «пальцевым» термосоединением с запайкой кромок для предотвращения проникновения агрессивных сред. Химически стойкие ленты требуют применения механических замков из нержавеющей стали AISI 316. Резинотканевые ленты соединяются горячей или холодной вулканизацией специальными составами, устойчивыми к конкретным агрессивным воздействиям.
Системы мониторинга состояния
Современные решения для предиктивного обслуживания включают комплексные системы контроля. Датчики продольного разрыва и схода ленты обеспечивают раннее обнаружение критических повреждений. Температурные датчики контролируют перегрев узлов и материала ленты. Вибродатчики диагностируют состояние подшипниковых узлов. Системы контроля натяжения и проскальзывания предотвращают преждевременный износ. RFID-метки ведут историю обслуживания и позволяют планировать замену.
Регламентное обслуживание
Программа регламентного обслуживания включает пять ключевых этапов. Визуальный осмотр поверхности проводится на предмет выявления трещин, расслоений и химических повреждений. Контроль натяжения осуществляется тензометрическими устройствами для поддержания оптимальных параметров. Термографический контроль подшипниковых узлов позволяет выявить перегрев на ранней стадии. Проверка центровки барабанов и роликоопор предотвращает неравномерный износ. Контроль состояния скребков и очистительных устройств обеспечивает эффективную очистку ленты.
Типичные ошибки и способы их избежания
Наиболее распространенные ошибки в эксплуатации
Использование универсальных лент в специфических условиях приводит к быстрому разрушению и простоям производства. Решением является тщательный анализ всех условий эксплуатации и подбор специализированного материала.
Игнорирование минимальных диаметров валов вызывает преждевременные трещины на перегибах ленты. Необходимо строго соблюдать рекомендации производителя по геометрии конвейера.
Завышение натяжения для компенсации проскальзывания приводит к перегреву и ускоренному износу. Правильным решением является качественная футеровка барабанов и корректная настройка натяжного устройства.
Несовместимость моющих средств с материалом ленты вызывает химический «стресс-крэк». Необходима предварительная проверка совместимости всех применяемых реагентов.
Неправильный выбор типа стыковки приводит к разгерметизации в агрессивной среде. Метод соединения должен соответствовать конкретным условиям эксплуатации.
Практические примеры подбора
Рыбопереработка с температурным режимом -5...+10°С
Для предприятий рыбопереработки с воздействием соли, жира и ежедневной CIP-мойкой рекомендуется гомогенная ТПУ-лента синего цвета. Особенности конструкции включают запаянные кромки и антибактериальное покрытие. Стыковка выполняется пальцевым термосоединением. Дополнительно на участках промывки устанавливаются модульные секции для улучшения дренажа.
Химическое производство с 30% NaOH при +60°С
Для работы с концентрированной щелочью применяется резинотканевая щелочестойкая лента с EPDM-обкладками. Каркас выполняется из EP с антистатическими свойствами по ISO 284. Крепежные элементы изготавливаются из нержавеющей стали AISI 316. Обязательно предусматривается система мониторинга температуры и натяжения.
Сушильный тоннель с температурой +180...+220°С
Для высокотемпературных процессов используется лента на основе стеклоткани с силиконовым или PTFE покрытием. Конструкция предусматривает открытую сетчатую структуру для эффективного отвода газов. Натяжение поддерживается минимально достаточным для предотвращения температурных деформаций. Ролики оборудуются термостойкими подшипниками.
Дробление щебня с высокой абразивностью
Для работы с абразивными материалами применяется резинотканевая лента с износостойкими обкладками повышенной твердости. Каркас выполняется из усиленного EP-корда. Приводной барабан оснащается керамической футеровкой. Система очистки включает двухступенчатые скребки для эффективного удаления налипших частиц.
Нормативные документы и стандарты
При подборе конвейерных лент для агрессивных сред необходимо руководствоваться актуальными техническими стандартами и нормативными документами.
Международные стандарты ISO включают ISO 14890 для резино- и пластикопокрытых лент, ISO 21183-1 для легких конвейерных лент, ISO 284 для антистатических свойств, ISO 340 для испытаний на воспламеняемость.
Требования пищевой безопасности регламентируются стандартами FDA и EU 10/2011 для материалов, контактирующих с пищевыми продуктами.
Российские стандарты представлены ГОСТ 20-2018 для резинотканевых конвейерных лент и ГОСТ 31251 для лент пищевой промышленности.
Критически важно использовать актуальные редакции стандартов и требовать от поставщика соответствующие сертификаты соответствия для обеспечения безопасности и надежности эксплуатации.
Заключение и практические рекомендации
Выбор конвейерной ленты для работы в агрессивной среде представляет собой комплексную инженерную задачу, требующую глубокого понимания всех факторов эксплуатации. Правильно подобранная специализированная лента обеспечивает не только надежную работу производственной линии, но и значительно снижает общую стоимость владения за счет увеличения межремонтных интервалов.
Ключевые принципы успешного выбора
Максимальная детализация условий эксплуатации требует указания конкретных химикатов, их концентраций, температурных режимов и времени воздействия. Экономия на качестве материалов недопустима, поскольку использование неподходящих лент приводит к многократно большим затратам на ремонт и простои.
Учет всего жизненного цикла оборудования включает планирование от монтажа до утилизации, включая все аспекты технического обслуживания. Обеспечение совместимости всех компонентов системы требует, чтобы лента, крепежные элементы и моющие средства были химически совместимы между собой.
Планирование предиктивного обслуживания с использованием современных систем мониторинга позволяет избежать аварийных ситуаций и незапланированных простоев производства.
Для достижения оптимального результата рекомендуется заполнить детальный опросный лист с указанием всех параметров эксплуатации, запросить у поставщика матрицу химической стойкости для конкретных веществ, получить протоколы испытаний на совместимость с условиями вашего производства, предусмотреть систему мониторинга состояния ленты и разработать регламент технического обслуживания с учетом всех агрессивных факторов.
Только комплексный подход, учитывающий все особенности производственного процесса, гарантирует выбор оптимального решения и обеспечивает максимальную эффективность работы конвейерного оборудования в агрессивных условиях эксплуатации.

 Типы механических соединений конвейерной ленты
Типы механических соединений конвейерной ленты
 Обзор щеток для очистки конвейерных лент
Обзор щеток для очистки конвейерных лент
 Подготовка к холодной вулканизации резины с клеем TRS 2002 New
Подготовка к холодной вулканизации резины с клеем TRS 2002 New
 Преимущества и особенности вулканизационных прессов
Преимущества и особенности вулканизационных прессов