МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛАСТИНЫ РЕЗИНОВЫЕ И РЕЗИНОТКАНЕВЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Издание официальное
Дата введения 01.07.91
Настоящий стандарт распространяется на вулканизованные резиновые и резинотканевые пластины, предназначенные для изготовления резинотехнических изделий, служащих для уплотнения неподвижных соединений, предотвращения трения между металлическими поверхностями, для восприятия одиночных ударных нагрузок, а также в качестве прокладок, настилов и других неуплотнительных изделий в климатическом исполнении У2, 3.1; УХЛ2, 4; Т2, 3; ОМ2,4 по ГОСТ 15150.
(Измененная редакция, Изм. № 1).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Пластины должны быть изготовлены в соответствии с требованиями настоящего стандарта по технологической документации и рецептурам резин, утвержденным в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Пластины в зависимости от назначения, конструкции и способа изготовления выпускают:
следующих марок:
ТМКЩ — тепломорозокислотощслочестойкая;
АМС — атмосферомаслостойкая (ограниченно озоностойкая);
МБС — маслобензостойкая;
классов:
1 — пластина толщиной от 1,0 до 20,0 мм, предназначенная для изготовления резино-технических изделий, служащих для уплотнения узлов, работающих под давлением свыше 0,1 МПа;
2 — пластина толщиной от 1,0 до 60,0 мм, предназначенная для изготовления резино-технических изделий, служащих для уплотнения узлов, работающих под давлением до 0,1 МПа, для предотвращения трения между металлическими поверхностями, а также для восприятия одиночных ударных нагрузок или в качестве подкладок, настилов;
видов:
Ф — формовые пластины, изготовляемые методом вулканизации в пресс-формах на вулканизационных прессах;
Н — неформовыс пластины, изготовляемые методом вулканизации в котлах, а также на вулканизаторах непрерывного действия;
типов:
I — резиновая пластина (черт. 1);
П — резинотканевая пластина (черт. 2) с одним или несколькими тканевыми слоями. Количество тканевых слоев определяется по согласованию между изготовителем и потребителем с учетом, что на каждые 2 мм пластины должно быть не более одного тканевого слоя.


1.2.3. Толщина и предельные отклонения пластин типов I и II должны соответствовать указанным в табл. 2 и 3.


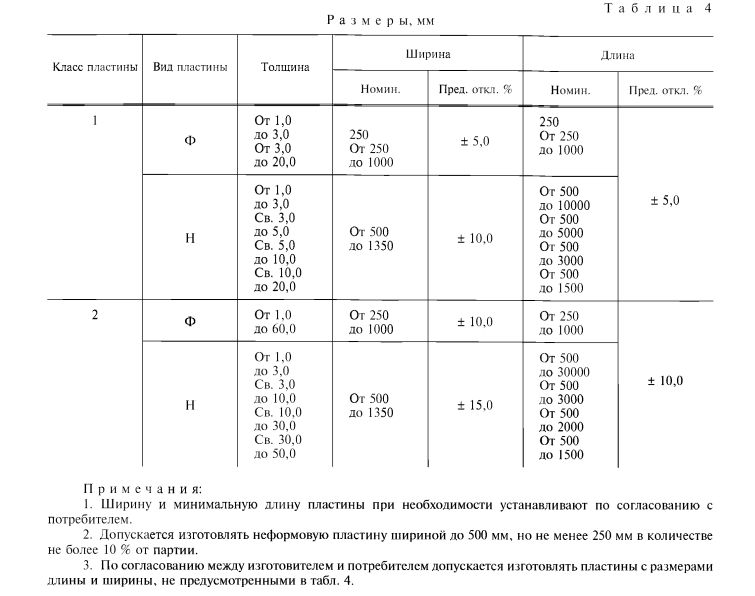
1. 2.4. Ширина и длина пластины в зависимости от толщины должны соответствовать указанным в табл. 4.
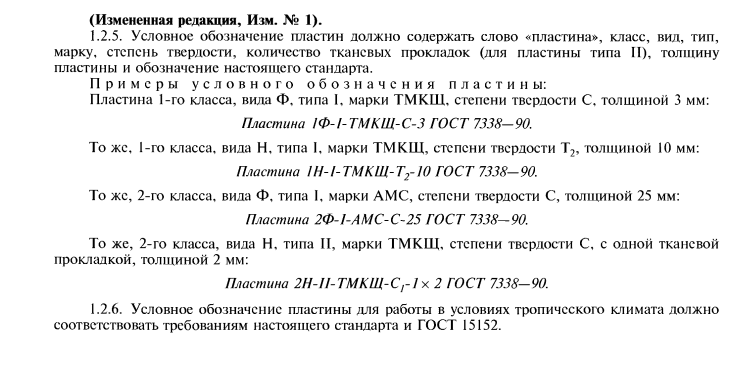
Пример условного обозначения пластины:

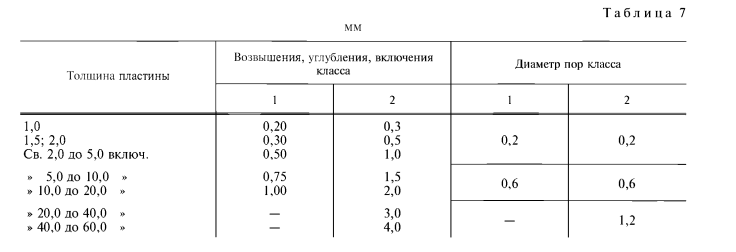
следы шлифовки, отпечатки от вдавливания концов рулонов, складок, прокладочных материалов и деформация поверхности от воздействия пара более допуска на толщину пластины.Общее количество складок, отпечатков от складок прокладочных материалов не должно превышать с каждой ее стороны по 10 шт. на 1 м2 пластины 1-го класса и 20 шт. на 1 м2 пластины 2-го класса.
1.3.3. На поверхности пластин допускается наличие пудровочного материала, оттиски рельефа и ворсинок ткани, разнотон, матовость, налет выцветающих ингредиентов и продуктов их взаимодействия, неровности от частиц регенерата на пластине, выступающие кромки по поверхности разъема пресс-формы для формовой пластины, а также вырезы по краю пластины, не выходящие за предельные отклонения ширины пластины.
1.3.4. Резино-технические изделия должны изготовляться из пластин в соответствии с приложением: 2.
1.4. Маркировка
1.4.1. На каждую пластину должны быть четко нанесены:
товарный знак или наименование предприятия-изготовителя и товарный знак;
условное обозначение;
штамп технического контроля или ПЗ (в случае приемки им пластины);
дата изготовления (год и квартал).
На пластины, подлежащие упаковыванию в рулоны, допускается ставить маркировку на верхнем листе рулона.
До замены существующей оснастки на новую допускается старая маркировка.
1.4.2. Маркировку на пластины наносят оттиском рельефной графировки шрифтом Пр-3 по ГОСТ 26.008, или несмываемой краской, или на ярлыке из прорезиненной ткани, фанеры, картона, бумаги и других материалов, обеспечивающих полную сохранность надписи при транспортировании и хранении.
При приемке пластин представителем заказчика материал ярлыка определяется по согласованию между изготовителем и представителем заказчика.
1.5. Упаковка
1.5.1. Пластины складывают в стопы или свертывают в рулоны. В рулоне может быть одна или несколько пластин, свернутых вместе.
Каждую стопу перевязывают крестообразно, а рулон в двух-трех местах веревкой по ГОСТ 1868 или другими перевязочными материалами, обеспечивающими сохранность при транспортировании и хранении.
Пластины размерами 800 х 800 мм и свыше допускается укладывать в стопы без перевязки при условии их сохранности при транспортировании.
Масса одного упакованного места не должна превышать 60 кг.
По согласованию между изготовителем и потребителем допускается увеличивать массу одного упакованного места при механизированной погрузке.
1.5.2. Каждое упакованное место должно иметь маркировку, содержащую:
товарный знак или наименование предприятия-изготовителя и товарный знак;
условное обозначение пластины;
номер партии;
массу упакованного места или партии;
дату изготовления, штамп технического контроля и ПЗ (в случае приемки им пластины).
При указании на упакованном месте массы партии проставляют также количество мест.
При наличии в упакованном месте документа о качестве в маркировке указывают «Документ о качестве здесь».
1.5.3. (Исключен, Изм. № 1).
1.5.4. Пакетирование пластин осуществляется в соответствии с требованиями на поддонах ящичных типа ТМ-111 или ТМ 105 или поддонах плоских по ГОСТ 9078 или ГОСТ 9557.
При использовании плоских поддонов обвязка пакета должна соответствовать требованиям ГОСТ 26663.
По согласованию между изготовителем и потребителем допускается применять другие пакеты или не пакетировать.
Масса пакета должна быть не более 1000 кг.
(Измененная редакция, Изм. № 1).
1.5.5. К каждому пакету должен прикрепляться ярлык из отходов фанеры, картона, прорезиненных тканей и других материалов, содержащий:
товарный знак или наименование предприятия-изготовителя и товарный знак;номер партии и условное обозначение пластины;
массу пакета;
дату изготовления, штамп технического контроля и ПЗ (в случае приемки им пластины).
Допускается укладывать в пакеты упакованные места разных партий.
2. ПРИЕМКА
2.1. Пластины принимают партиями. Партией считают пластины одного класса, типа, вида, марки, толщины, степени твердости общей массой не более 3000 кг и сопровождаемые одним документом о качестве, содержащим:товарный знак или наименование предприятия-изготовителя и товарный знак;
условное обозначение пластины;
дату изготовления;
номер партии;
массу партии;
количество мест в партии;
штамп технического контроля и ПЗ (в случае приемки им пластины).
При приемке пластины представителем заказчика партия должна быть изготовлена в течение не более 10 сут.
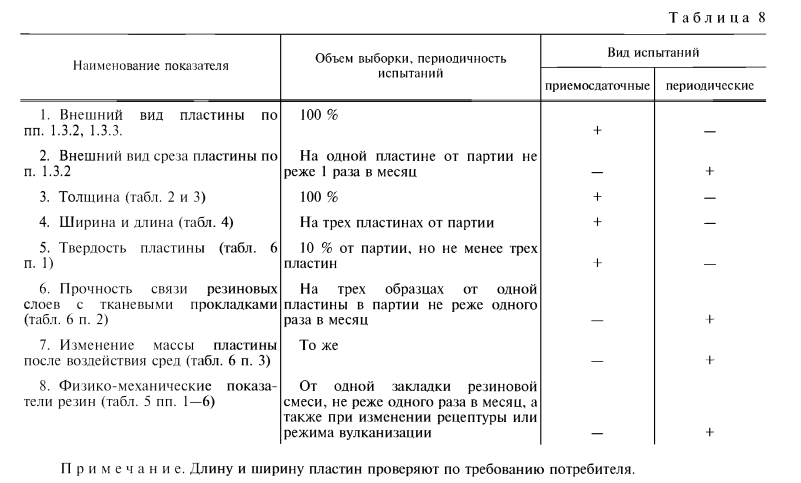
2.2. Для проверки соответствия качества пластин требованиям настоящего стандарта их подвергают приемосдаточным и периодическим испытаниям в соответствии с табл. 8.
2.3. При получении неудовлетворительных результатов при приемосдаточных испытаниях пластин по одному из показателей п. 4 или п. 5 табл. 8 по нему проводят повторные испытания на удвоенной выборке пластин, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
2.4. При получении неудовлетворительных результатов периодических испытаний по одному из показателей пп. 2, 6 и 7 табл. 8 по нему проводят повторные испытания на удвоенной выборке пластин, взятой от той же партии.
ри получении неудовлетворительных результатов повторных испытаний их переводят по этому показателю в приемосдаточные до получения положительных результатов на пяти партиях пластин подряд.2.5. При получении неудовлетворительных результатов периодических испытаний резин по п. 8 табл. 8 хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же закладки резины.
При получении неудовлетворительных результатов повторных испытаний проводят испытания на каждой закладке резин до получения положительных результатов подряд на трех закладках резины.
2.3— 2.5. (Измененная редакция, Изм. № 1).
2.6. Приемка пластин представителем заказчика проводится по нормативно-технической документации на испытания и приемку серийных изделий.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Внешний вид пластины контролируют в соответствии с требованиями пп. 1.3.2 и 1.3.3 визуально или сравнением с контрольными образцами, утвержденными в установленном порядке.3.2. Толщину пластины следует контролировать универсальным или специальным измерительным инструментом, обеспечивающим заданную точность измерения, с учетом погрешности измерения по ГОСТ 8.051, при этом специальный измерительный инструмент должен быть аттестован в соответствии с ГОСТ 8.326.*
Измерение проводят на расстоянии не менее 50 мм от края.
Толщину формовой пластины измеряют в трех точках с каждой стороны пластины.
Толщину неформовой пластины измеряют по длине с каждой стороны через каждые (1000 ± 10) мм и по ширине рулона в трех точках в начале и конце рулона.
За результат измерения принимают показания толщиномера, при этом каждое измерение должно соответствовать нормам, указанным в табл. 2 или 3.
3.3. Ширину и длину пластины измеряют линейкой по ГОСТ 427, рулеткой по ГОСТ 7502 или другим измерительным инструментом, обеспечивающим требуемую точность. Ширина неформовой пластины при этом измеряется в трех местах.
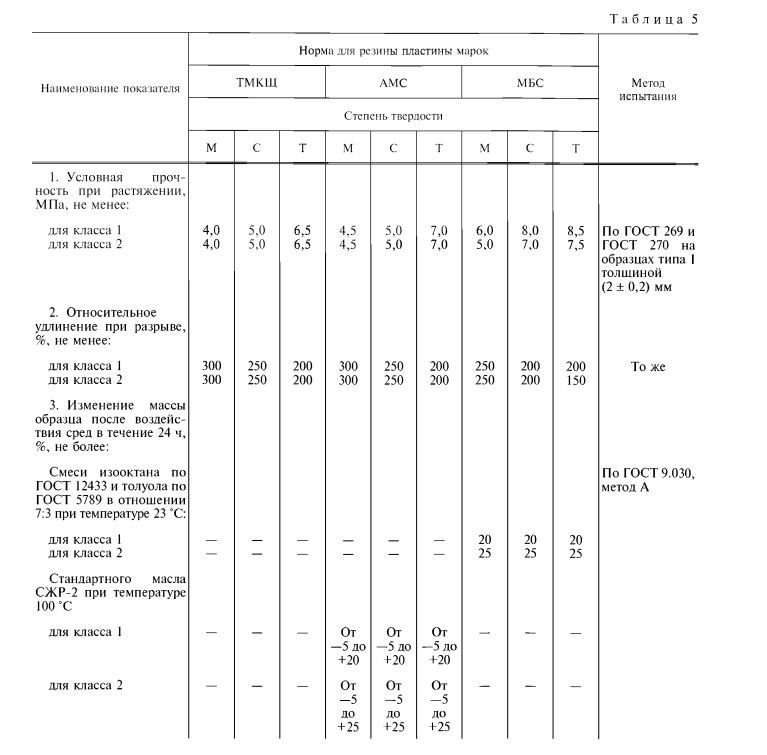
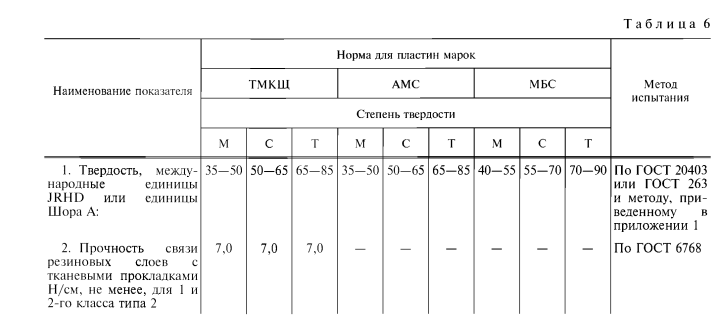
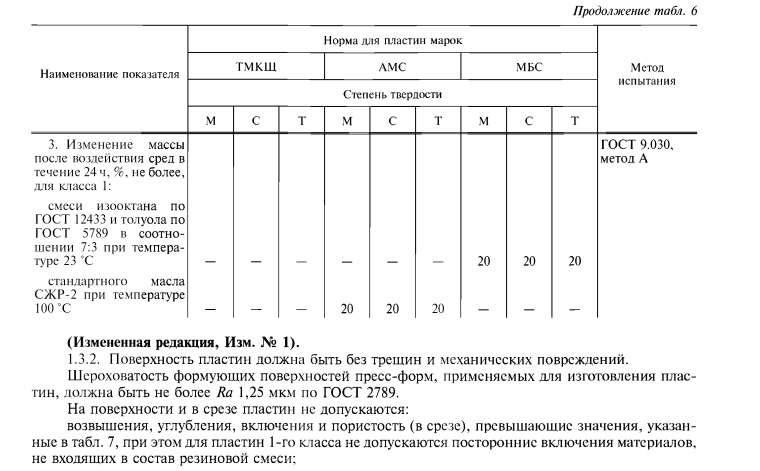
3.4. Физико-механические показатели резиновых смесей и пластин определяют по методам, указанным в табл. 5 и 6.
3.5. Твердость пластин определяют на резиновых пластинах типа I в соответствии с методами, указанными в табл. 6.
3.5.1. Твердость резиновых пластин толщиной до 2 мм определяют по ГОСТ 263 и методу подготовки образцов, указанному в приложении 1, или по ГОСТ 20403 на микротвердомере. При испытании на микротвердомере можно использовать образцы толщиной не менее 1 мм с предельными отклонениями на толщину в соответствии с табл. 2.
3.5.2. Твердость резиновых пластин толщиной более 2 мм определяют по ГОСТ 263 или по ГОСТ 20403 на твердомере. При испытании на твердомере по ГОСТ 20403 можно использовать образцы толщиной не менее 4 мм, причем образец может складываться из двух образцов, имеющих плоские параллельные поверхности.
3.6. Изменение массы резиновых пластин типа I в средах определяют на образцах объемом от 1,0 до 3,0 см3.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Пластины транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
При транспортировании пластин в температурных условиях ниже минус 30 °C не допускается воздействие ударных нагрузок на пластины и их деформация.
Распаковывать пластины после транспортирования при низких температурах следует после выдержки их в течение суток при температуре (20 + 5) °C.
4.2. Пластины должны храниться в помещении при температуре до плюс 25 °C, в упаковке или россыпью. Деформация пластин при хранении не допускается.
4.3. Пластины при хранении должны находиться от теплоизлучающих приборов на расстоянии не менее 1 м.При хранении пластины должны быть защищены от воздействия прямых солнечных и тепловых лучей, от попадания на них масла, бензина, керосина и действия их паров, а также кислот, щелочей, газов и других веществ, разрушающих резину и ткань.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие пластины требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения, транспортирования и применения пластины.
5.2. Гарантийный срок хранения пластин 1-го класса — 5,5 лет: 2-го класса — 2,5 года со дня изготовления.
5.3. Гарантийный срок эксплуатации пластин 1-го класса — 3 года; 2-го класса — 1 год со дня ввода в эксплуатацию в пределах гарантийного срока хранения пластин.
ПРИЛОЖЕНИЕ 1
Обязательное
МЕТОД ПОДГОТОВКИ ОБРАЗЦОВ ИЗ ПЛАСТИН ТОЛЩИНОЙ МЕНЕЕ 2 мм ДЛЯ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ
1. Образцы для испытаний должны состоять из нескольких слоев резины одной и той же марки в виде многослойного пакета прямоугольной формы с размерами сторон не менее 45 х 50 мм или формы круга диаметром не менее 50 мм. Толщина образца должна быть не менее 4 мм.
2. Поверхность каждого слоя резины должна соответствовать требованиям настоящего стандарта, а также не иметь трещин и пузырей.
3. Испытания проводят на одном образце.
4. Аппаратура, подготовка к испытаниям и испытания проводят в соответствии с ГОСТ 263.
5. Результаты испытаний должны быть сопоставимы для образцов, состоящих из одинакового количества
слоев.
ПРИЛОЖЕНИЕ 2
Обязательное
ОБЩИЕ РЕКОМЕНДАЦИИ ПО ИЗГОТОВЛЕНИЮ И ПРИМЕНЕНИЮ РЕЗИНО ТЕХНИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПЛАСТИН
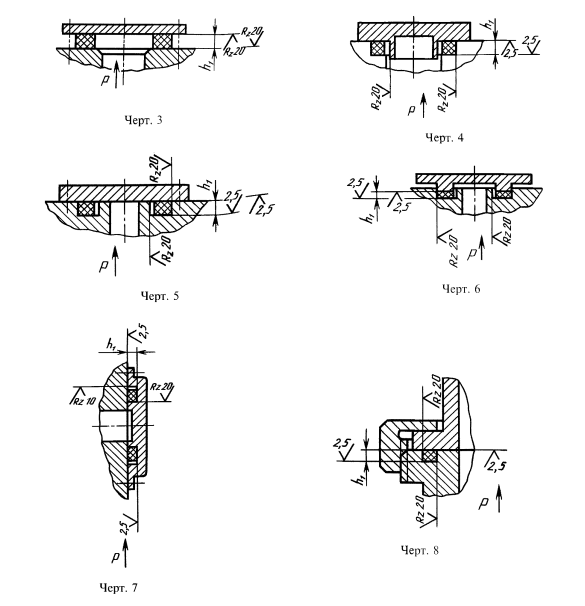
6. Для уплотнения узлов, работающих под давлением свыше 0,1 МПа, РТИ устанавливают в закрытые места установки (черт. 4—8). Закрытые места установки обеспечивают более высокую надежность и стабильность работы РТИ.
7. Минимальный объем места установки должен превышать максимальный объем РТИ на 3—10 %, при этом необходимо обеспечить прилегание прокладки к поверхности места установки со стороны, противоположной действию давления рабочей среды.
8. Для уплотнения узлов, работающих под давлением до 0,1 М Па, а также для защиты узлов от попадания пыли и влаги, разрешается устанавливать РТИ в открытые места установки (черт. 3, 9). В открытых местах установки деформация сжатия уплотнителя должна быть обеспечена технологией сборки.
9. При изготовлении РТИ применяют следующие соотношения ширины РТИ к высоте -у (черт. 10); от h
2 до 5 — для открытых мест установки; от 1 до 3 — для закрытых мест установки. При этом на РТИ допускается конусность боковых поверхностей до 0,5 мм в пределах допуска на размер Ь.
10. При выборе конструкции места установки необходимо учитывать процент поджатия РТИ при сборке £, который вычисляют по формуле:

11. Шероховатость уплотняемых поверхностей места установки должна быть не более Rz 20 мкм по ГОСТ 2789.
12. При монтаже не допускаются перекосы и смещения РТИ.
При монтаже РТИ в закрытые места установки рекомендуется применять смазку ЦИАТИМ-221 по рост 9433 в количестве 2 % массы рти.
При монтаже РТИ в открытых местах установки смазку применять не допускается.
13. Растяжение РТИ по внутреннему диаметру d должно быть не более 5 %.
Допускается во время монтажа кратковременное растяжение уплотнителя по внутреннему диаметру до 25 %.
14. Острые кромки, соприкасающиеся с РТИ при монтаже, должны быть притуплены радиусом или фаской 0,5 мм.
15. При монтаже РТИ в резьбовых соединениях вращение металлических уплотняемых поверхностей относительно РТИ не допускается.
РТИ может испытывать только усилие сжатия (черт. 8).
16. В открытых местах установки поверхности РТИ не должны выступать за боковую поверхность фланца и должны быть защищены от воздействия прямых солнечных лучей.
В закрытых местах установки зазор по сопрягаемым поверхностям не должен превышать 0,3 мм.
17. При использовании РТИ из пластины для восприятия ударных нагрузок не допускается деформация РТИ более чем на 25 %
1 — хомутик; 2 — прокладка; 3 — охватываемое изделие высоты.
18. При применении РТИ из пластины в качестве прокладки под хомут (черт. 9) должно быть соблюдено неравенство
где R — радиус охватываемой поверхности, мм;
h — толщина пластины, мм.
Деформация сжатия прокладки не должна превышать значение, указанное в п. 10.
19. Пластины и РТИ из пластин должны применяться в изделиях следующих климатических исполнений, указанных в табл. 9.


20. Пластины и РТИ, изготовленные из пластин, должны быть работоспособны в средах и температурных интервалах, указанных в табл. 1 настоящего стандарта.
21. Установленный срок службы и установленный ресурс пластины 1-го класса и РТИ из нее в зависимости от назначения должны соответствовать приведенным в табл. 10.
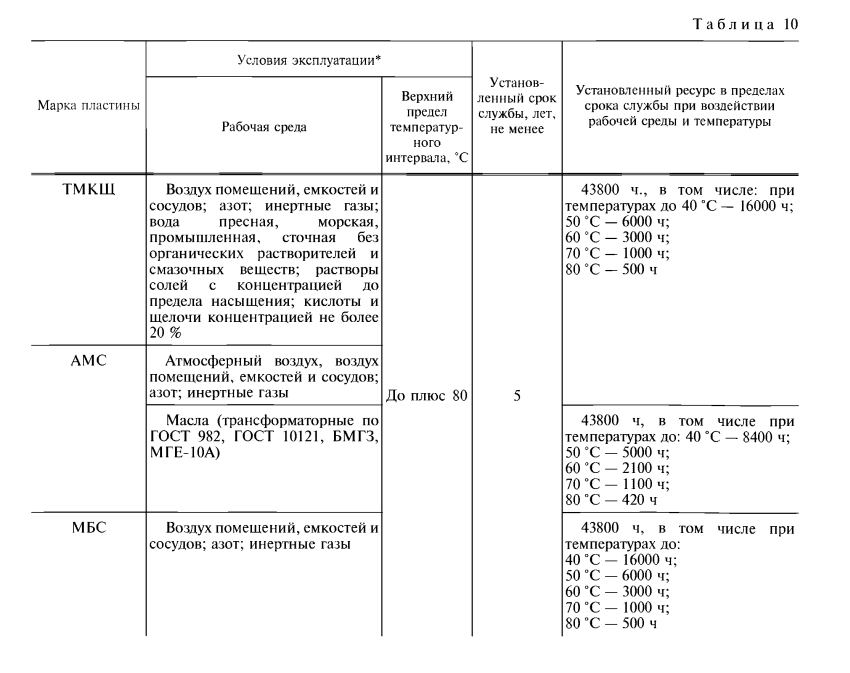

Примечания:
1. Рецептура резин для изготовления пластины 1-го класса и РТИ из нее должна быть согласована с разработчиком настоящего стандарта.
2. По согласованию между потребителем и изготовителем допускается применять другие среды в соответствии с протоколом разрешения применения по РОСТ 2.124.
22. Гарантийный срок эксплуатации РТИ равен гарантийному сроку эксплуатации пластин, указанному в п. 5.3 настоящего стандарта при условии соответствия конструкции мест уплотнителя, изготовления и монтажа РТИ из пластины требованиям настоящего стандарта.
23. По согласованию между изготовителем и потребителем допускается увеличение гарантийного срока эксплуатации РТИ, изготовленных из пластин, в соответствии с требованиями ГОСТ 2.124.