Принцип работы и конструктивные особенности
Фитинг (от английского fitting — подгонка, установка) представляет собой присоединительную арматуру, состоящую из двух основных компонентов: хвостовика для фиксации в шланге и соединительного элемента для подключения к оборудованию. Принцип действия основан на создании герметичного соединения за счет механического обжима, резьбового соединения или специальных уплотнительных элементов.
Основные конструктивные элементы:
-
Хвостовик с рифлениями или спиральными выступами для надежной фиксации
-
Корпус с присоединительной резьбой или фланцевым соединением
-
Уплотнительные элементы (О-кольца, конические поверхности, металлические прокладки)
-
Обжимная муфта для создания герметичного соединения
Качество соединения определяется точностью изготовления сопрягаемых поверхностей, правильностью выбора материалов и соблюдением технологии монтажа.
Классификация фитингов по типу хвостовика
По типу хвостовика выделяют три основные серии, каждая из которых предназначена для определенных типов шлангов:
Универсальная серия Multifit:
-
Применяется для всех типов РВД, кроме навивочных шлангов
-
Обжим производится с помощью стандартных муфт
-
Рабочее давление: до 420 бар
-
Температурный диапазон: -40...+100°С
-
Не требует снятия внутреннего/наружного слоя резины
Серия Interlock (включая Interlock Plus и Interlock Super):
-
Предназначена для навивочных шлангов с 4-6 навивками
-
Хвостовик с рифлеными или спиральными выступами
-
Рабочее давление: до 630 бар (для Interlock Super)
-
Обязательно снятие внутреннего и наружного слоя резины перед обжимом
-
Максимальная удерживающая способность при пульсациях
Серия CS:
-
Для навивочных шлангов без снятия резиновых слоев
-
Кольцевые выступы врезаются в материал при обжиме
-
Рабочее давление: до 420 бар
-
Упрощенная технология монтажа
Основные стандарты и типы соединений
Для корректного выбора необходимо понимать различия между основными стандартами фитингов:
|
Стандарт
|
Тип резьбы
|
Угол конуса/уплотнение
|
Рабочее давление
|
Область применения
|
|
DK (ГОСТ 42705-81)
|
Метрическая
|
24°/37°/60° универсальный
|
до 320 бар
|
Отечественная техника
|
|
JIC (SAE J514)
|
UN/UNF дюймовая
|
37° металл-металл (74° конус)
|
103-345 бар*
|
Американская техника
|
|
BSP (ISO 228-1)
|
Трубная дюймовая
|
60° конус
|
до 350 бар
|
Европейская техника
|
|
ORFS (ISO 8434-3)
|
UN/UNF дюймовая
|
Торцевое уплотнение + О-кольцо
|
250-630 бар**
|
Мобильная техника, вибрации
|
|
DKOL/DKOS (DIN)
|
Метрическая
|
24° + О-кольцо
|
до 630 бар
|
Немецкие стандарты
|
|
DKI
|
Метрическая
|
74° обратный конус
|
до 400 бар
|
Российская спецтехника
|
|
NPTF (ANSI/ASME)
|
Коническая дюймовая
|
Уплотнение по резьбе
|
до 350 бар
|
Американская техника
|
|
JIS Metric/Toyota
|
Метрическая/BSP
|
60°/30° конус
|
до 320 бар
|
Японская техника
|
|
Banjo (DIN 7643)
|
Метрическая/дюймовая
|
USIT шайбы
|
до 250 бар
|
Компактные узлы
|
|
SF (SAE J518)
|
Фланцевое
|
О-кольцо
|
SFL: 210 бар, SFS: 420 бар
|
Стационарные установки
|
*Давление варьируется в зависимости от размера фитинга **630 бар для малых размеров (6-12 мм), снижается до 250 бар для больших размеров
Важно отметить: Совместимость определяется одновременно типом резьбы и механизмом уплотнения. Одинаковая резьба при различном уплотнении не гарантирует герметичность.
Примечание по ГОСТ 42705-81: В отечественной практике обозначение DK часто соотносится с решениями на базе национальных стандартов (включая ГОСТ 42705-81). Конкретные исполнения, профили уплотнений и размеры следует подтверждать по актуальной редакции стандарта и каталогам производителя.
Критерии выбора фитингов
Рабочие параметры системы
Расчет номинального давления:
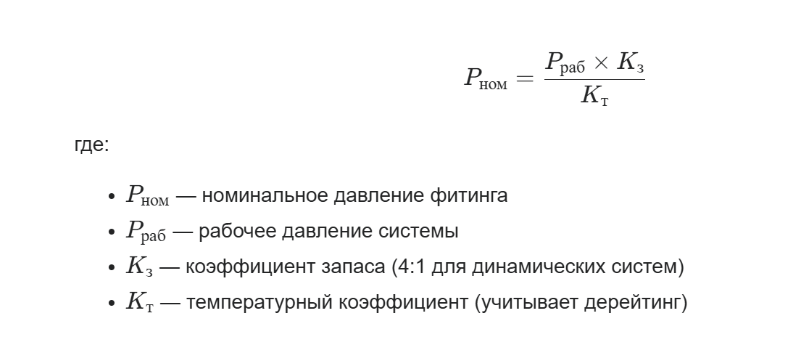
Температурное дерейтинг: Критически важно учитывать снижение рабочего давления при повышении температуры. Например, при увеличении температуры с 21°С до 82°С рабочее давление может снижаться с 345 бар до 240 бар.
Температурные параметры:
-
Стандартные условия: -40...+100°С
-
Высокотемпературные применения: -40...+150°С
-
Криогенные системы: -196...+80°С
Характер нагрузки:
-
Статические нагрузки: стандартные фитинги
-
Пульсирующие нагрузки: ORFS, DKOS (тяжелая серия)
-
Высокие вибрации: фланцевые соединения SFS
Материалы изготовления
|
Материал
|
Температурный диапазон
|
Совместимые среды
|
Рабочее давление
|
Особенности применения
|
|
Углеродистая сталь
|
-40...+120°С
|
Минеральные масла, нейтральные жидкости
|
до 630 бар
|
Требует антикоррозионного покрытия
|
|
Нержавеющая сталь
|
-196...+200°С
|
Агрессивные среды, пищевые продукты
|
до 420 бар
|
Максимальная коррозионная стойкость
|
|
Латунь
|
-40...+150°С
|
Масла, вода, нефтепродукты
|
до 250 бар
|
Хорошая обрабатываемость
|
|
Алюминий
|
-40...+100°С
|
Некритичные среды
|
до 160 бар
|
Малый вес, ограниченная прочность
|
Алгоритм выбора фитинга
Для корректного выбора необходимо выполнить следующие шаги:
-
Определите параметры системы:
-
Тип системы (гидравлика/пневматика/технологическая)
-
Рабочее и пиковое давление
-
Температурный диапазон
-
Характеристики рабочей среды
-
Идентифицируйте стандарт оборудования:
-
По маркировке узла или документации
-
По стране происхождения оборудования
-
Путем измерения существующих соединений
-
Измерьте параметры резьбы (при необходимости):
-
Резьбовым калибром — определите шаг резьбы
-
Штангенциркулем — измерьте диаметры
-
Определите тип профиля (BSP 55° vs NPT 60°)
-
Выберите тип хвостовика:
-
Подберите материал под среду:
-
Проверьте химическую совместимость
-
Учтите температурные требования
-
Оцените коррозионную стойкость
-
Определите исполнение:
-
Рассчитайте запас по давлению:
-
Применяйте коэффициент безопасности 4:1
-
Учтите температурное дерейтинг
-
Для вибрационных режимов используйте ORFS или фланцы
-
Проверьте совместимость:
Идентификация существующих фитингов
Для определения стандарта существующего фитинга выполните последовательную проверку:
Методика идентификации:
-
Тип гайки:
-
Съемные: DK, DKOL, DKOS, ORFS, DKI
-
Кримпованные: BSP, JIC, JIS
-
Тип уплотнения:
-
Полусфера (DK): универсальный конус 24°/37°/60°
-
Конус 24° + О-кольцо: DKOL, DKOS
-
Плоский торец: ORFS, BSP Flat
-
Конус 60°: BSP, JIS
-
Конус 37° (74° общий): JIC, DKI
-
Уплотнение по резьбе: NPTF, BSPT
-
Измерение резьбы:
-
Метрическая: DK, DKOL, DKOS, DKI, JIS Metric, ORFS Metric
-
Дюймовая UN/UNF: JIC, ORFS
-
Трубная BSP: BSP, JIS Toyota
-
Коническая: NPTF, BSPT
Технология монтажа и контроль качества
Подготовка шланга
Параметры обжима
Важно отметить: Конкретные параметры обжима определяются производителем оборудования и типом фитинга. Для получения точных значений усилий обжима необходимо обращаться к технической документации производителя обжимного оборудования и карт обжима конкретных серий фитингов.
Общие принципы:
-
Усилие обжима зависит от диаметра шланга и типа фитинга
-
Для крупных фитингов требуется оборудование с усилием 340+ тонн
-
Диаметр после обжима контролируется с допуском ±0,2-0,4 мм
Контроль качества
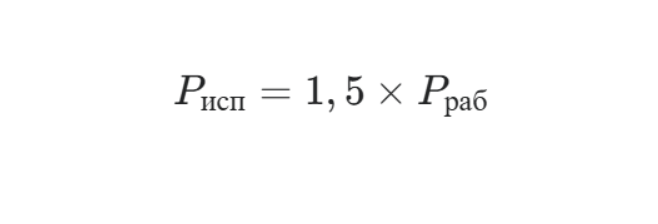
Гидравлические испытания:
-
Время выдержки: 30 секунд
-
Контроль утечек и деформаций
-
Проверка момента затяжки резьбовых соединений
Техническое обслуживание и диагностика
Регламент обслуживания
Ежедневный контроль:
-
Визуальный осмотр на предмет утечек
-
Проверка надежности крепления
-
Контроль рабочего давления
Еженедельный контроль:
-
Проверка момента затяжки соединений
-
Контроль состояния уплотнений
-
Измерение температуры соединений
Ежемесячный контроль:
Диагностика неисправностей
|
Симптом
|
Вероятная причина
|
Способ устранения
|
|
Утечка в резьбе
|
Недостаточный момент затяжки
|
Довернуть до номинального момента
|
|
Утечка через уплотнение
|
Износ О-кольца
|
Заменить уплотнительный элемент
|
|
Срыв фитинга
|
Недостаточное усилие обжима
|
Заменить весь узел
|
|
Трещины корпуса
|
Превышение давления
|
Заменить фитинг, проверить систему
|
|
Коррозия
|
Несовместимость материалов
|
Заменить на стойкие материалы
|
Требования безопасности
При монтаже
Критически важно соблюдать:
-
Использование СИЗ (защитные очки, перчатки)
-
Проверка исправности обжимного оборудования
-
Соблюдение технологических параметров производителя
-
Калибровка оборудования каждые 6 месяцев
При эксплуатации
Обязательные требования:
-
Регулярный контроль состояния соединений
-
Мониторинг рабочего давления
-
Немедленная замена поврежденных элементов
-
Защита от механических повреждений
Коэффициенты безопасности:

Типичные ошибки и способы их предотвращения
Ошибки выбора
Смешивание стандартов:
-
BSP и NPT имеют разные углы профиля (55° vs 60°)
-
Одинаковая резьба не гарантирует совместимость уплотнений
-
Всегда проверяйте полное соответствие стандарту
Неучет условий эксплуатации:
-
Применение стандартных материалов в агрессивных средах
-
Игнорирование вибрационных нагрузок
-
Недооценка температурных воздействий и дерейтинга
Ошибки монтажа
Нарушение технологии:
-
Неправильная подготовка концов шлангов
-
Использование изношенных матриц обжима
-
Несоблюдение параметров обжима производителя
Контроль качества:
-
Отсутствие гидравлических испытаний
-
Игнорирование визуального контроля
-
Неправильные моменты затяжки
Опросный лист для подбора фитингов
Основные параметры:
-
Назначение системы: гидравлика/пневматика/жидкость
-
Рабочая среда: состав, агрессивность, температура
-
Давление: рабочее/пиковое, характер нагрузок
-
Шланг: тип, диаметр, производитель/серия
Соединение:
-
Стандарт оборудования
-
Тип резьбы и уплотнения
-
Исполнение: 0°/45°/90°
-
Требования к подвижности
Условия эксплуатации:
Чек-лист перед закупкой
✓ Резьба и уплотнение соответствуют стандарту узла ✓ Тип хвостовика согласован с конструкцией шланга ✓ Материал совместим со средой и температурой ✓ Исполнение соответствует месту монтажа ✓ Имеются карты обжима производителя и поверенное оборудование ✓ Проведена опрессовка опытной сборки ✓ Рассчитан запас по всем критическим параметрам с учетом коэффициента 4:1 ✓ Учтено температурное дерейтинг рабочего давления
Заключение
Правильный выбор фитингов и соединителей для промышленных шлангов — основа надежной работы технологических систем. Критически важно рассматривать систему комплексно: среда, давление, температура, стандарт резьбы/уплотнения, тип шланга и режимы работы.
Для корректного выбора необходимо обеспечить совместимость всех компонентов системы, подобрать соответствующий хвостовик под конструкцию рукава и подтвердить правильность выбора опрессовкой. Особое внимание следует уделять применению коэффициента безопасности 4:1 для динамических систем и учету температурного дерейтинга рабочих параметров.
Соблюдение технологии монтажа согласно документации производителя, правильный подбор материалов и регулярное техническое обслуживание гарантируют герметичность, безопасность и долговечность промышленных систем.
Неукоснительно соблюдайте требования нормативной документации, рекомендации производителей оборудования и правила техники безопасности при выборе, монтаже и эксплуатации соединительных элементов промышленных шлангов.

 Вакуумная резина как прокладочный материал. Основные требования
Вакуумная резина как прокладочный материал. Основные требования
 Способы защиты подшипников от коррозии и загрязнений
Способы защиты подшипников от коррозии и загрязнений
 Лента конвейерная износостойкая (абразивостойкая), типа Y: характеристики и особенности
Лента конвейерная износостойкая (абразивостойкая), типа Y: характеристики и особенности
 Подготовка к холодной вулканизации резины с клеем TRS 2002 New
Подготовка к холодной вулканизации резины с клеем TRS 2002 New